Pipe Network 2-Axes Template - FFLD
Based on the template, the project can be run using either the:
- KAS Simulator Graphical User Interface.
- Actual drives and motors.
- In this case, set up the axes first in the EtherCAT part).
See Configuring EtherCAT for more information.
- In this case, set up the axes first in the EtherCAT part).
Control Panel
See Design the HMI with the Internal Editor for more information.
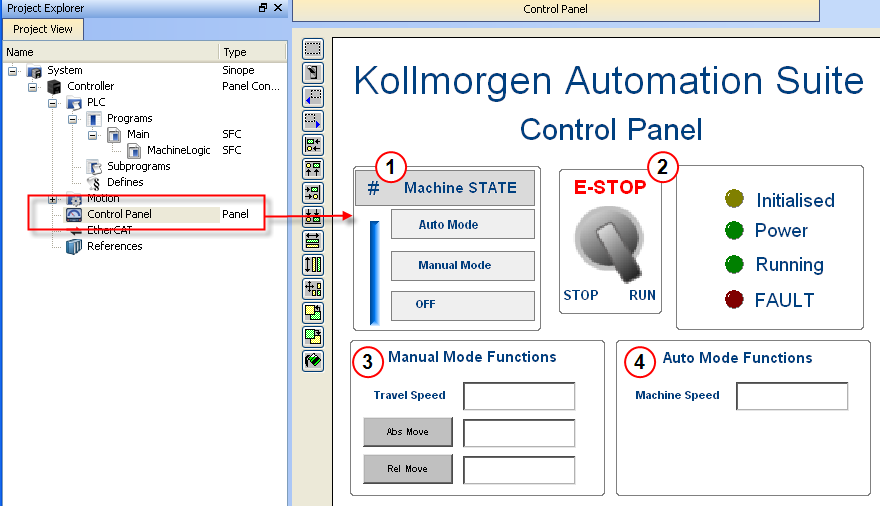
Figure 1: PN Template - Control Panel
|
Call Out# |
Description |
|
|
Used to choose how to run the axes between manual ( |
|
|
When you click the emergency button:
|
|
|
In manual mode, you can set the speed. You can set an absolute and relative move. When you click those commands, the two axes move to the specified position and the speed is reset to 0 (zero). |
|
|
In automatic mode, you can set the speed. |
 ) modes.
) modes. HMI
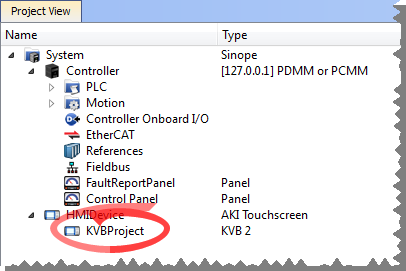
In the project template is an HMI screen for the AKI terminals created in the Kollmorgen Visualization Builder (KVB) environment.
The KVB software is a separate installation from the KAS-IDE. KVB can be opened from within KAS-IDE by double-clicking on the KVB Project item in the project tree.
The project can be run in the KVB programming environment after the KAS-IDE program has started running. Click the Run button in the Project ribbon to start the program. 
A screen duplicates the controls on the IDE Internal Control panel screen.
An English or German screen is available.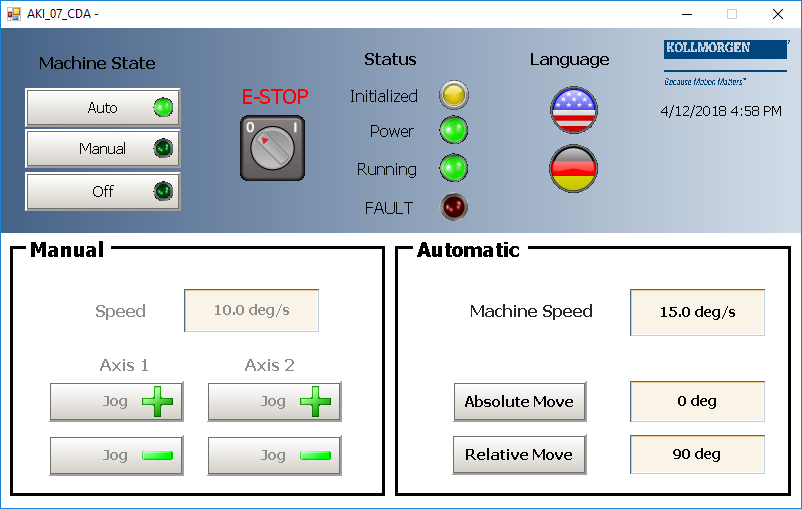
Motion
The template has a motion profile defined with the graphical Pipe Network editor.
For more details, see (➜ # 1, Pipe Block Descriptions).
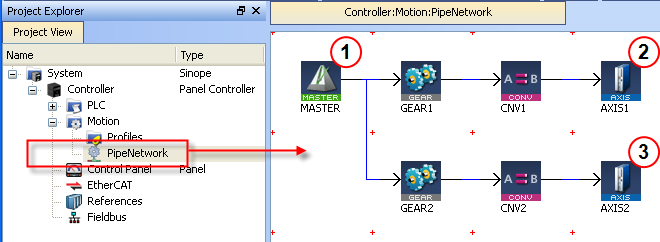
Figure 2: PN Template - Motion
The motion profile contains these different pipe blocks:
- The Master (see call out
 ) is the generator that allows a synchronization between the two pipes (
) is the generator that allows a synchronization between the two pipes ( and
and  ).
). - The Gear modifies (with ratio and offset) the flow of values issued from the Master.
- The Convertor controls the position of the axis.
- The Axis gives access to the physical remote drive.
PLC Programs
The 2-axes Pipe Network template has a FFLD program (called Main) that initializes, starts and runs the motion.
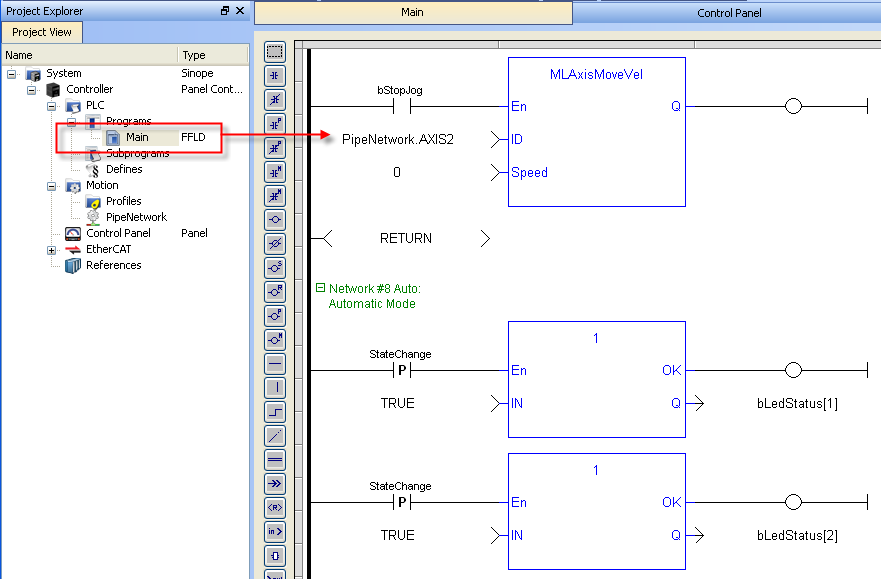
Figure 3: PN Template with FFLD - Main






